徐州捷图机械常年供应液压钻机,煤矿钻杆配件
-
手机网站
-
阿里巴巴
徐州捷图机械常年供应液压钻机,煤矿钻杆配件
手机网站
阿里巴巴

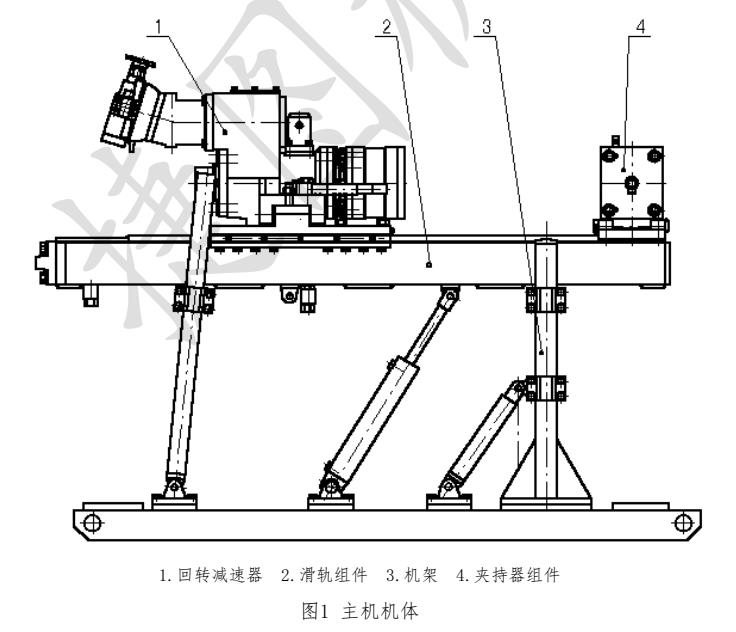
由于材料、工艺方法、人员失误等原因,两端公扣、母扣螺纹同轴度超差导致钻杆在连接处发生弯曲。这样在钻进过程中,钻杆不但要承受正常的轴向负荷,而且螺纹连接处还要承受很大的径向载荷。
|
上一条:液压钻机和潜孔钻机区别有哪些
下一条:煤矿用深孔钻车一天可进多少米 |
返回列表 |
RECOMMENDED PRODUCTS
CONTACT US
手机:15996919477
邮箱:2441780872@qq.com
地址:徐州市高新技术产业开发区长兴路16号,泰和集团院内
RELATED NEWS
联系人:陈先生
联系电话:15996919477
座机(传真):0516-83878816
邮箱:2441780872@qq.com
邮编:221000
地址:徐州市高新技术产业开发区长兴路16号,泰和集团院内
企业旺铺:https://xzjtjj.1688.com
Copyright ? 2018 All Rights Reserved 版权所有:徐州捷图机械有限公司 苏ICP备18050278号-1 苏公网安备 32031202000771号
苏公网安备 32031202000771号